三偏心蝶阀作为阀门最新科技的结晶,扬各种阀门之长、避各种阀门之短,越来越受到广大用户和设计人员的重视,正在不断取代粗大的闸阀和球阀以及截止阀。
在能源发电行业、石油等行业各种重要管线上,三偏心蝶阀已在广泛使用。
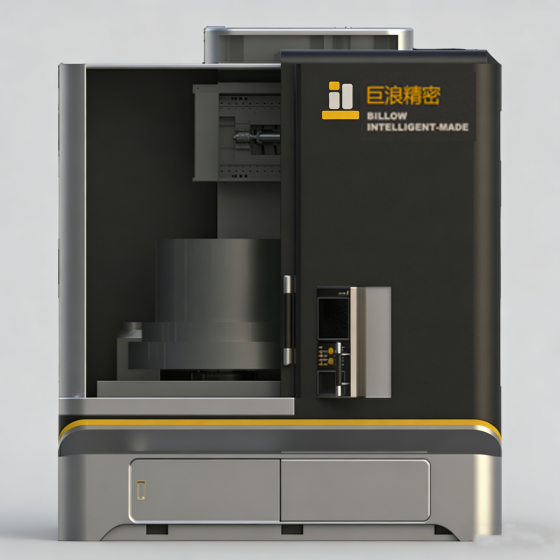
而蝶阀的核心密封面的加工,由于涉及偏心、锥形的复杂结构,采用倾斜夹具,将工件通过工装夹具进行辅助安装,工件加工面即成为圆锥体两个截面截开之后的形状,常规的加工方案,通过断续的圆锥车削和断续的圆锥磨削进行加工,效率低且在断续车削和磨削的过程中,对车刀和砂轮的损耗较大同时断续磨削后的工件表面质量提升也很难。
针对三偏心蝶阀所涉及密封的各个工件的车削和磨削加工控制方法。包含阀体偏心内锥孔、阀芯偏心外锥面以及上下两个阀盖的偏心外锥面,进行随动方式的车削、磨削加工的控制方法。
-560x560.png)