+86 24 25329393

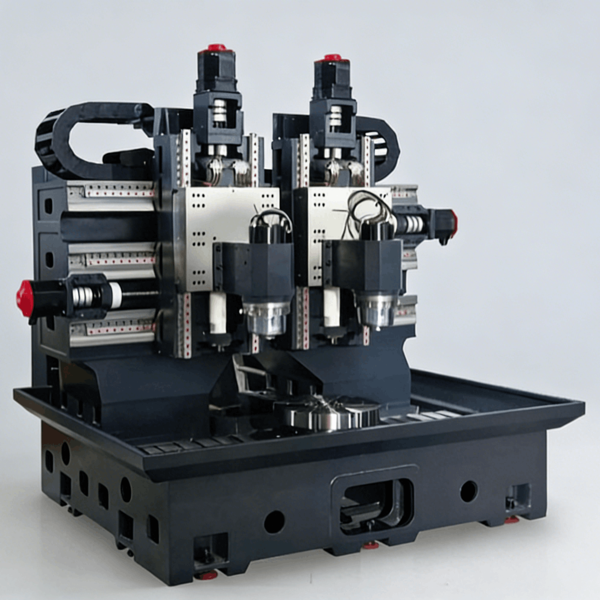

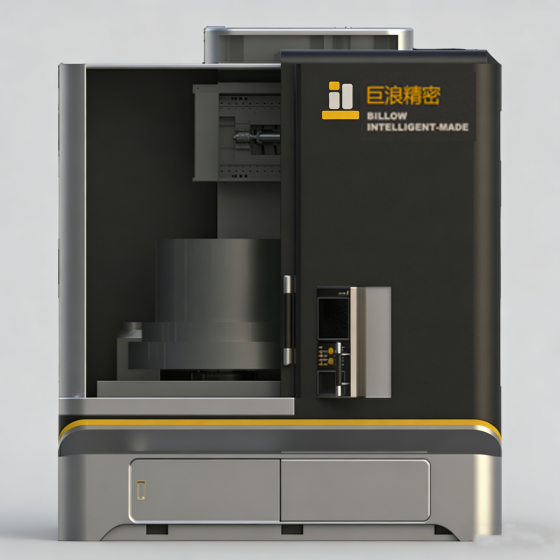
双主轴协同,一次装夹完成多面精密磨削

外径磨与内孔磨双主轴并行作业,一次装夹同时完成内圆、外圆、端面磨削,大幅缩短加工周期。
定位精度±0.002mm,重复定位精度±0.001mm,全闭环光栅尺控制,确保加工品质稳定可靠。
针对重、大、圆、盘、套、环类零件深度优化磨削参数与工艺路径,实现最佳加工效果。
流体静压主轴、交叉滚柱轴承工作台、铸铁机身,确保长期高精度稳定运行。
5种型号覆盖Φ50~Φ1610加工范围,电磁/永磁吸盘灵活切换,适配多品种小批量生产。
实测加工精度数据验证






VGS500 / VGS800 / VGS1000 / VGS1200 / VGS1600
| 类别 | 项目 | 单位 | VGS500 | VGS800 | VGS1000 | VGS1200 | VGS1600 |
|---|---|---|---|---|---|---|---|
| 加工范围 | 内径研磨尺寸 | mm | Φ50~400 | Φ50~650 | Φ50~800 | Φ50~1000 | Φ50~1400 |
| 外径研磨尺寸 | mm | ~Φ610 | ~Φ810 | ~Φ1010 | ~Φ1210 | ~Φ1610 | |
| 工件最大旋径 | mm | Φ650 | Φ900 | Φ1100 | Φ1300 | Φ1700 | |
| 工件最大高度 | mm | 450 | 1000 | 1000 | 1000 | 1000 | |
| 行程 | X1/X2行程 | mm | 300/250 | 1000/900 | 1120/1050 | 1420/1350 | 1820/1750 |
| Z1/Z2行程 | mm | 500/500 | 1070/1040 | 1070/1040 | 1070/1040 | 1070/1040 | |
| 最小设定单位 | mm | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | |
| 工件主轴 | 电磁永磁吸盘 | mm | Φ500/Φ600 | Φ800 | Φ1000 | Φ1200 | Φ1600 |
| 主轴转速 | rpm | 10-200 | 10-100 | 10-100 | 10-100 | 10-100 | |
| 工件最大重量 | Kg | 300 | 800 | 1000 | 1000 | 1000 | |
| 1#主轴(外径磨) | 主轴功率 | kW | 28 | 45 | 45 | 55 | 55 |
| 主轴转速 | rpm | 6000 | 6000 | 6000 | 6000 | 6000 | |
| 摆动角度 | ° | ±5 | ±2.5 | ±2.5 | ±2.5 | ±2.5 | |
| 主轴头接口 | - | 孔Φ40,锥度1:5 | 孔Φ60,锥度1:5 | 孔Φ60,锥度1:5 | 孔Φ60,锥度1:5 | 孔Φ60,锥度1:5 | |
| 砂轮尺寸范围 | mm | Φ300×Φ100×60 | Φ400×Φ100×60 | Φ500×Φ100×60 | Φ500×Φ100×60 | Φ500×Φ100×60 | |
| 2#主轴(内孔磨) | 主轴功率 | kW | 22/30 | 30/37 | 30/37 | 45/55 | 45/55 |
| 主轴转速 | rpm | 18000 | 18000 | 18000 | 15000 | 15000 | |
| 摆动角度 | ° | ±5 | ±2.5 | ±2.5 | ±2.5 | ±2.5 | |
| 主轴头接口 | - | HSK-C63 | HSK-C100 | HSK-C100 | HSK-C100 | HSK-C100 | |
| 砂轮直径范围 | mm | Φ30-Φ100 | Φ40-Φ125 | Φ40-Φ125 | Φ40-Φ125 | Φ40-Φ125 | |
| 闭环光栅 | 光栅尺类型 | - | 绝对值光栅尺 | 绝对值光栅尺 | 绝对值光栅尺 | 绝对值光栅尺 | 绝对值光栅尺 |
| 分辨率 | μm | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | |
| 精度 | 定位精度 | mm | ±0.002 | ±0.002 | ±0.002 | ±0.002 | ±0.002 |
| 重复定位精度 | mm | ±0.001 | ±0.001 | ±0.001 | ±0.001 | ±0.001 | |
| 磨削圆度 | mm | 0.0015 | 0.002 | 0.002 | 0.002 | 0.002 | |
| 磨削圆柱度 | mm | 0.002 | 0.003 | 0.003 | 0.003 | 0.003 | |
| 研磨表面粗糙度 | μm | ≦Ra0.32 | ≦Ra0.32 | ≦Ra0.32 | ≦Ra0.32 | ≦Ra0.32 | |
| 主轴跳动 | 轴向跳动 | mm | 0.001 | 0.002 | 0.002 | 0.002 | 0.002 |
| 径向跳动 | mm | 0.0015 | 0.002 | 0.002 | 0.002 | 0.002 | |
| 其他 | 机身重量 | Kg | 10000 | 20000 | 25000 | 35000 | 45000 |
| 占地空间 | mm | 2720×2215×2470 | 6500×3150×3800 | 6900×3550×3800 | 8200×4550×3800 | 9200×4550×3800 |
精选国际一流品牌核心部件













覆盖六大核心工业领域
多场景典型加工实例








-560x560.png)