+86 24 25329393
沈阳巨浪精密机械有限公司

作为沈阳巨浪深耕磨床领域的核心产品,VG系列立式复合磨床,在技术设计、核心性能上融入多项创新亮点,依托精湛的制造工艺与严苛的质量管控,形成了独具优势的技术特点,完美匹配德资企业对精密加工设备的高标准、高要求。
机床采用高精度滚珠丝杠与线性导轨组合结构,搭配伺服电机直驱设计,彻底消除传动间隙,实现XZ轴定位精度达±0.003mm,重复定位精度低至±0.002mm,确保机床在长期连续运行中仍能保持稳定的定位精度,满足精密零件的批量加工需求。同时,传动系统采用密封式防护设计,有效隔绝粉尘、切削液侵蚀,延长使用寿命,降低维护成本。
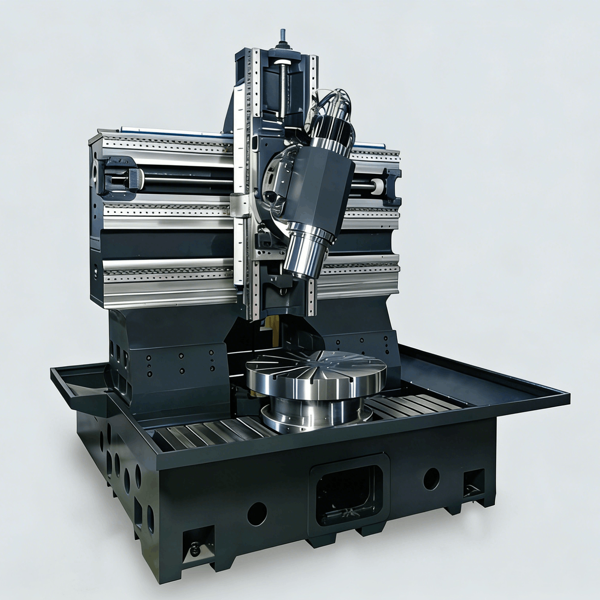
机身采用高强度铸铁材质,经树脂砂铸造、时效处理及振动时效工艺多重处理,有效消除材料内应力,减少机身变形,为高精度磨削提供坚实的结构基础。机床立柱采用一体化铸造设计,刚性强、抗振性优,可有效抑制磨削过程中产生的振动,避免振动对加工精度造成影响,保障磨削表面质量。
工件主轴采用静压伺服主轴,经严格的动平衡与精度校准,轴向、径向跳动均控制在<0.0002mm,磨削主轴采用高精度轴承配置,跳动量<0.001mm,主轴转速可实现无级调速,适配不同材质、不同精度要求的磨削加工,既能实现高速精密磨削,也能满足低速重载磨削需求,兼顾效率与精度。
作为复合磨床,VG30型可实现内外圆磨削、端面磨削、台阶磨削等多种工序一体化加工,无需频繁更换设备或工装,大幅缩短加工流程,提升生产效率。机床配备自动砂轮修整装置,可实时监测砂轮磨损情况,自动完成修整,确保砂轮精度稳定,减少人工干预,降低操作难度。
搭载进口高端数控系统,支持参数化编程、图形化操作,界面简洁易懂,操作便捷。系统具备故障自诊断、精度补偿、加工过程实时监控等功能,可实时反馈加工状态,及时发现并预警异常情况,保障加工过程的稳定性与可靠性;同时支持数据联网,可实现生产过程的信息化管理,适配现代化智能制造场景。
设备特点:一次装夹、多工序复合、随动跟踪、高精度、高效率。适用行业:轴承、风电、汽车、液压、航空航天、精密机械等。
| 机床精度 | |
|---|---|
| XZ定位精度 | ±0.003 mm |
| XZ重复定位精度 | ±0.002mm |
| 工件主轴跳动 | <0.0002mm |
| 磨削主轴跳动 | <0.001mm |
| 加工精度 | |
|---|---|
| 尺寸精度 | ±0.002 mm |
| 圆度/非圆轮廓 | ±0.001mm |
| 内外圆同轴度 | 0.002~0.003 mm |
| 表面粗糙度 | Ra:0.2~0.4 μm |
轴向/径向跳动≤0.001mm,无反向间隙,承载大,防工件下垂
磨削主轴:电主轴/静压主轴轴向/径向跳动≤0.001mm。B轴为直驱电机带动磨削主轴摆动0.001°
X/Z/B/C四轴联动,直驱电机消除间隙;电主轴带在线动平衡、AE声发射监控
ATC刀库:4-8把砂轮,金刚滚轮/笔自动修整,尺寸自动补偿
测头+闭环数控(西门子840Dsl/发那科31i),实现非圆插补、轮廓跟踪
控制油温±0.1℃,过滤精度达1μm,抑制热变形
立式布局,工件直立装夹在静压/电永磁转台(C轴),一次装夹完成内圆、外圆、端面、台阶、锥面的复合磨削;多磨头+ATC砂轮库,可切换不同粒度/类型砂轮
是复合立磨的高端功能——通过X/C/Z/B多轴联动+在线测头/传感器实时反馈,磨头轨迹动态跟随工件轮廓(如椭圆、凸轮、异形环、非圆截面),实时修正砂轮进给与转速,抵消加工误差与砂轮磨损;区别于传统固定轨迹磨削,特别适合复杂非圆、变曲率、高精度轮廓
| 项目 | 单位 | VG300 | VG600 | VG800 | VG1200 | |
|---|---|---|---|---|---|---|
| 加工范围 | 磨削内径 | mm | Φ20~300 | Φ20~400 | Φ20~500 | Φ20~300 |
| 磨削最大外径 | mm | ~Φ350 | ~Φ610 | ~Φ8010 | ~Φ1210 | |
| 内径研磨最大长度 | mm | 200 | 200 | 325 | 325 | |
| 外径研磨最大长度 | mm | Φ325 | Φ325 | Φ325 | Φ325 | |
| 工件最大高度 | mm | 400 | 400 | 400 | 400 | |
| 行程 | X行程 | mm | 1050 | 1250 | 1450 | 2450 |
| Z行程 | mm | 400 | 500/800 | 1070 | 1070 | |
| 最小设定单位 | mm | 0.0001 | 0.0001 | 0.0001 | 0.0001 | |
| 工件主轴 | 电磁永磁吸盘 | mm | Φ300 | Φ600 | Φ800 | Φ1200 |
| 主轴转速 | rpm | 10~150 | 10~150 | 10~150 | 10~150 | |
| 工件最大重量 | Kg | 100 | 100 | 100 | 100 | |
| 磨削主轴 | 主轴功率 | Kw | 15/18.5 | 18.5/25 | 30/37 | 30/37 |
| 主轴转速 | rpm | 16000 | 15000 | 12000 | 12000 | |
| 主轴头接口 | HSK-A63 / HSK-A100 | |||||
| 砂轮最大直径 | mm | Φ20~200 | Φ40~255 | Φ50~305 | Φ50~305 | |
| 刀库 | 结构形式 | 伞形 | ||||
| 选刀方式 | 双向任意 | |||||
| 刀库最大容量 | 把 | 6 | ||||
| 定位精度(VID) | mm | ±0.003 | ±0.003 | ±0.003 | ±0.003 | |
| 重复定位精度(VID) | mm | ±0.002 | ±0.002 | ±0.002 | ±0.002 | |
| 加工圆度 | mm | ≦0.0012 | ≦0.0012 | ≦0.0012 | ≦0.0012 | |
| 加工圆柱度 | mm | ≦0.002 | ≦0.002 | ≦0.002 | ≦0.002 | |
| 加工同轴度 | mm | ≦0.002 | ≦0.002 | ≦0.002 | ≦0.002 | |
| 加工平面度 | mm | ≦0.002 | ≦0.002 | ≦0.002 | ≦0.002 | |
| 研磨表面粗糙度 | μm | ≦Ra 0.32 | ≦Ra 0.32 | ≦Ra 0.32 | ≦Ra 0.32 | |
| 轴向跳动(根部) | mm | 0.001 | 0.001 | 0.001 | 0.001 | |
| 径向跳动(根部) | mm | 0.001 | 0.001 | 0.001 | 0.001 | |
| 机身重量 | Kg | 12000 | 15000 | 18000 | 23000 | |
| 占地空间(长×宽) | mm | 2500×3630 | 3300×4100 | 3900×4200 | 4800×4900 | |
备注:1. 工件主轴、磨削主轴可选用静压主轴














常规:轴承套圈、风电齿圈、法兰、主轴套筒、液压阀套;随动专属:凸轮轴、椭圆活塞、转子泵定子、异形环、涡轮增压器转子、非圆齿轮坯。

长径比大,内孔多台阶、内外圆同轴度要求极高(≤0.002mm)
机床主轴套筒、电主轴轴套、液压油缸套筒

内外圆、滚道、端面一次磨削
深沟球轴承、圆锥滚子轴承、角接触轴承等精密轴承

大型重载,直径可达4m,端面、外圆、内孔同步加工
风电偏航/变桨齿圈、回转支承、大型法兰

内孔、外圆、端面、止口复合磨削,垂直度≤0.003mm
液压法兰、电机法兰、工程机械连接法兰

随动磨削椭圆、异形外圆,轮廓度≤0.002mm,解决薄壁变形问题
发动机活塞、压缩机活塞

磨削内/外摆线、异形内孔,轮廓精度≤0.001mm,Ra≤0.2μm
摆线泵定子、RV减速机摆线轮、转子发动机三角转子

X/C/Z多轴联动随动,磨削凸轮桃形轮廓,升程误差≤0.01mm,表面粗糙度Ra≤0.4μm
汽车发动机凸轮轴、工程机械凸轮轴

随动磨削非圆外圆、异形端面,轮廓度≤0.002mm
非圆齿轮、椭圆环、多边形环、特殊密封件
应用领域:铝合金材料加工、钛合金材料加工、不锈钢材料加工、复合材料加工。
作用:汽车涡旋发动机、航天发动机。










应用领域:蓝宝石加工、单晶硅加工、ABS加工、不锈钢加工。
作用:芯片封装、晶圆研磨、超精密喷丝板。










-560x560.png)