Trending Products
Horizontal machining center
Vertical lathes/turning centers VL25/VL35
Vertical lathes/turning centers VL45/VL55
Vertical lathes/turning centers VL66/VL76
Vertical lathe/turning center VL88/VL98
Double-spindle vertical cylindrical grinding machine
{{ product.price_format }}
{{ product.origin_price_format }}
Stock:
In Stock
Out Stock
SKU:{{ product.sku }}
Model: {{ product.model }}
weight: {{ product.weight }} Kilogram
{{ variable.name }}
: {{ variable.values[selectedVariantsIndex[variable_index]].name }}
![]() {{ value.name }}
{{ value.name }}

VGS SeriesDual-Spindle Vertical Cylindrical Grinder
Single Setup, Simultaneous ID + OD + Face Grinding
Ideal for Heavy, Large, Cylindrical, Disc, Sleeve & Ring Parts
±0.002mm
Dimensional Accuracy
Ra 0.2μm
Surface Roughness
30%+
Efficiency Improvement
Product Overview
Dual-Spindle Coordination, Single Setup Multi-Surface Precision Grinding
Five Core Advantages
⚙
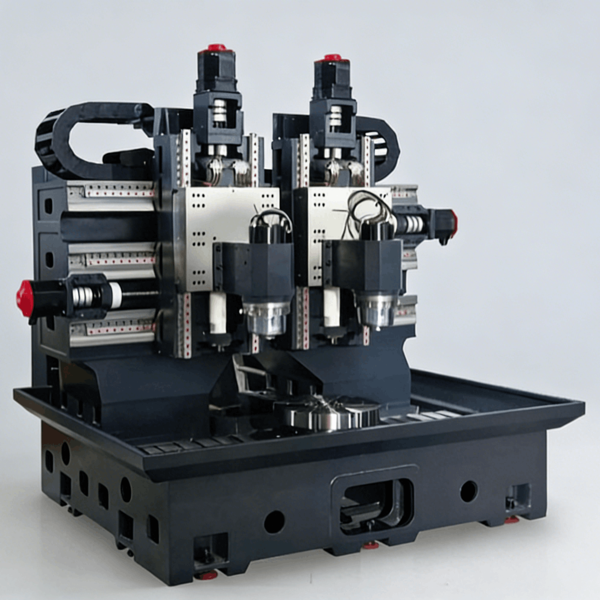
Dual-Spindle Coordinated Design
OD and ID grinding spindles operate in parallel, completing ID, OD, and face grinding in a single setup, significantly reducing machining cycle time.
🎯
Ultra-Precision Grinding Accuracy
Positioning accuracy ±0.002mm, repeatability ±0.001mm, full closed-loop linear scale control ensures stable and reliable machining quality.
🔧
Specialized Grinding Process Optimization
Deep optimization of grinding parameters and process paths for heavy, large, cylindrical, disc, sleeve, and ring parts to achieve optimal machining results.
🛡
High Stability & Reliability
Hydrostatic spindle, crossed roller bearing worktable, and cast iron body ensure long-term stable high-precision operation.
🚀
Flexible Adaptability
5 models covering Φ50~Φ1610 grinding range, with flexible electromagnetic/permanent magnetic chuck switching, suitable for multi-variety small-batch production.
Machining Accuracy Display
Verified by Actual Machining Accuracy Data
Technical Specifications
VGS500 / VGS800 / VGS1000 / VGS1200 / VGS1600
| Category |
Item |
Unit |
VGS500 |
VGS800 |
VGS1000 |
VGS1200 |
VGS1600 |
| Machining Range |
ID Grinding Range |
mm |
Φ50~400 |
Φ50~650 |
Φ50~800 |
Φ50~1000 |
Φ50~1400 |
| |
OD Grinding Range |
mm |
~Φ610 |
~Φ810 |
~Φ1010 |
~Φ1210 |
~Φ1610 |
| |
Max Workpiece Swing Diameter |
mm |
Φ650 |
Φ900 |
Φ1100 |
Φ1300 |
Φ1700 |
| |
Max Workpiece Height |
mm |
450 |
1000 |
1000 |
1000 |
1000 |
| Travel |
X1/X2Travel |
mm |
300/250 |
1000/900 |
1120/1050 |
1420/1350 |
1820/1750 |
| |
Z1/Z2Travel |
mm |
500/500 |
1070/1040 |
1070/1040 |
1070/1040 |
1070/1040 |
| |
Minimum Setting Unit |
mm |
0.0001 |
0.0001 |
0.0001 |
0.0001 |
0.0001 |
| Work Spindle |
Electro-permanent Magnetic Chuck |
mm |
Φ500/Φ600 |
Φ800 |
Φ1000 |
Φ1200 |
Φ1600 |
| |
Spindle Speed |
rpm |
10-200 |
10-100 |
10-100 |
10-100 |
10-100 |
| |
Max Workpiece Weight |
Kg |
300 |
800 |
1000 |
1000 |
1000 |
| #1 Spindle (OD Grinding) |
Spindle Power |
kW |
28 |
45 |
45 |
55 |
55 |
| |
Spindle Speed |
rpm |
6000 |
6000 |
6000 |
6000 |
6000 |
| |
Swing Angle |
° |
±5 |
±2.5 |
±2.5 |
±2.5 |
±2.5 |
| |
Spindle Head Interface |
- |
HoleΦ40, Taper1:5 |
HoleΦ60, Taper1:5 |
HoleΦ60, Taper1:5 |
HoleΦ60, Taper1:5 |
HoleΦ60, Taper1:5 |
| |
Wheel Size Range |
mm |
Φ300×Φ100×60 |
Φ400×Φ100×60 |
Φ500×Φ100×60 |
Φ500×Φ100×60 |
Φ500×Φ100×60 |
| #2 Spindle (ID Grinding) |
Spindle Power |
kW |
22/30 |
30/37 |
30/37 |
45/55 |
45/55 |
| |
Spindle Speed |
rpm |
18000 |
18000 |
18000 |
15000 |
15000 |
| |
Swing Angle |
° |
±5 |
±2.5 |
±2.5 |
±2.5 |
±2.5 |
| |
Spindle Head Interface |
- |
HSK-C63 |
HSK-C100 |
HSK-C100 |
HSK-C100 |
HSK-C100 |
| |
Wheel Diameter Range |
mm |
Φ30-Φ100 |
Φ40-Φ125 |
Φ40-Φ125 |
Φ40-Φ125 |
Φ40-Φ125 |
| Closed-Loop Linear Scale |
Scale Type |
- |
Absolute Linear Scale |
Absolute Linear Scale |
Absolute Linear Scale |
Absolute Linear Scale |
Absolute Linear Scale |
| |
Resolution |
μm |
0.01 |
0.01 |
0.01 |
0.01 |
0.01 |
| Accuracy |
Positioning Accuracy |
mm |
±0.002 |
±0.002 |
±0.002 |
±0.002 |
±0.002 |
| |
Repeatability |
mm |
±0.001 |
±0.001 |
±0.001 |
±0.001 |
±0.001 |
| |
Grinding Roundness |
mm |
0.0015 |
0.002 |
0.002 |
0.002 |
0.002 |
| |
Grinding Cylindricity |
mm |
0.002 |
0.003 |
0.003 |
0.003 |
0.003 |
| |
Grinding Surface Roughness |
μm |
≦Ra0.32 |
≦Ra0.32 |
≦Ra0.32 |
≦Ra0.32 |
≦Ra0.32 |
| Spindle Runout |
Axial Runout |
mm |
0.001 |
0.002 |
0.002 |
0.002 |
0.002 |
| |
Radial Runout |
mm |
0.0015 |
0.002 |
0.002 |
0.002 |
0.002 |
| Others |
Machine Weight |
Kg |
10000 |
20000 |
25000 |
35000 |
45000 |
| |
Footprint (L×W×H) |
mm |
2720×2215×2470 |
6500×3150×3800 |
6900×3550×3800 |
8200×4550×3800 |
9200×4550×3800 |
Machine Configuration
Premium Core Components from World-Class Brands

Permanent Magnet Synchronous Motor Spindle
INNA, Germany

Hydrostatic Spindle
High-Precision Support

Worktable
Crossed Roller Bearing

Hydrostatic Rotary Table
High-Rigidity Rotation

Electromagnetic Chuck
Strong Magnetic Holding

Oil Mist Collector
Environmental Purification

X/Z Axis Linear Scales
Full Closed-Loop Control

Magnetic Separator + Paper Band Filter
Coolant Purification

Workpiece Measurement System
Online Inspection

Tool Detection System
Automatic Tool Setting

Diamond Wheel Dresser
Precision Dressing

Anti-Fog Rotary Window
Safe Observation

Siemens Control System
SIEMENS CNC

Coolant Chiller
Temperature Control System
Applications
Covering Six Core Industrial Sectors
Application Cases
Typical Machining Examples Across Multiple Scenarios

Spindle Sleeve
Single setup finishing of ID, OD, and face

Precision Sleeve Parts
For hydraulic/pneumatic valves

Gear Blank
Ensures ID/OD concentricity

Precision Flange
ID/OD + sealing face ground in one setup

Bearing Ring
Common in wind/auto bearings

Large Gear Ring / Turntable
For machine tool rotary tables, wind gearboxes

Large Flange
For pipeline/wind equipment connections

Hydraulic Breaker Cylinder
For high-pressure applications
-560x560.png)