+86 24 25329393
Trending Search
Trending Products
-560x560.png)

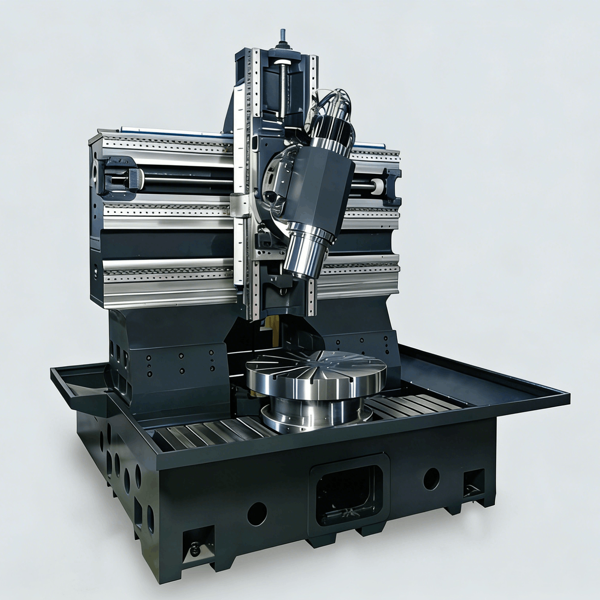
Horizontal machining center

Vertical lathes/turning centers VL25/VL35

Vertical lathes/turning centers VL45/VL55
Vertical lathes/turning centers VL66/VL76

Vertical lathe/turning center VL88/VL98